محصولات نیمهنهایی فولادی مانند شمش، اسلب و بیلت که از سنگ آهن تولید میشوند، به طور مستقیم در ساخت خودرو، تجهیزات یا سازههای فولادی قابل استفاده نیستند. این محصولات ابتدا باید تحت فرایند نَوَرد گرم قرار…
۱۴۰۴/۰۴/۱۱
15 دقیقه
بدون دیدگاه
فهرست مطالب این مقاله
محصولات نیمهنهایی فولادی مانند شمش، اسلب و بیلت که از سنگ آهن تولید میشوند، به طور مستقیم در ساخت خودرو، تجهیزات یا سازههای فولادی قابل استفاده نیستند. این محصولات ابتدا باید تحت فرایند نَوَرد گرم قرار گیرند تا به شکل، ضخامت و خواص مکانیکی مورد نظر برسند.
نورد گرم رایجترین روش تولید فولاد است که نسبت به نورد سرد، مراحل کمتر و هزینه پایینتری دارد. این فرایند شامل حرارتدهی شمشها در دمای بالا و عبور آنها از میان غلتکها برای تولید مقاطعی مانند میلگرد، ورق و تیرهای ساختمانی است. در این مقاله به طور جامع بررسی میشود که نورد گرم چیست، چگونه انجام میشود، چه مزایا و محدودیتهایی دارد و در چه کاربردهایی مورد استفاده قرار میگیرد.
نورد گرم چیست؟
نورد گرم یکی از مهمترین فرایندهای شکلدهی فلزات است که برای تولید مقاطع فولادی از جمله میلگرد، تیرآهن و ورق کاربرد فراوان دارد. در این فرایند، ابتدا فلز تا دمایی بالاتر از نقطه تبلور خود حرارت داده میشود. نقطه تبلور به دمایی گفته میشود که در آن فلز از حالت مذاب به جامد بلوری تبدیل میشود. در این دما فلز خاصیت خمیری پیدا میکند و میتوان آن را به راحتی شکل داد.
پس از حرارت دهی اولیه، فرایند نورد یا غلتک کاری آغاز میشود که در آن فلز گرم و گداخته از بین دو غلتک عبور داده میشود تا با فشار، سطح مقطع و ضخامت آن کاهش یافته و به شکل و ابعاد هندسی دلخواه برسد. پس از آن فولاد داغ به آرامی تا دمای محیط سرد میشود.
نورد گرم علاوه بر شکلدهی فلز، به بهبود خواص مکانیکی آن نیز کمک میکند. ویژگیهای اصلی فولاد نورد گرم عبارتند از:
استحکام و دوام بالا: فرایند نورد گرم موجب افزایش استحکام و دوام فولاد میشود که برای کاربردهای سازهای و ساخت اسکلت فلزی بسیار مناسب است. برای مثال، نورد میلگرد در دمای بالا استحکام کششی آن را افزایش داده و آن را برای کاربردهای سازهای که نیاز به تحمل بارهای سنگین دارد، ایدهآل میسازد.
چقرمگی: فولاد نورد گرم دارای چقرمگی بالاتری است؛ به این معنا که میتوان آن را بدون اینکه بشکند، خم کرده و شکل داد.
انعطافپذیری: در مقایسه با فولاد نورد سرد، فولاد نورد گرم انعطافپذیرتر بوده و کار با آن آسانتر است. این ویژگی امکان طراحی و تولید ابعاد و اشکال متنوعی مانند تیرآهن، میلگرد و ورق را فراهم میسازد.
جوشپذیری: به دلیل مقدار کربن کمتر و عدم نیاز به دقت ابعادی بالا، جوش دادن فولاد نورد گرم آسانتر است و در عملیات اتصال فلزی عملکرد مناسبی از خود نشان میدهد.
هر چند فولاد نورد گرم استحکام و دوام بالایی دارد، اما از لحاظ ظاهر، سطح آن زبر و پوستهدار است که ناشی از اکسید شدن سطح فولاد در دمای بالا است. علاوه بر این، خنک شدن و انقباض فولاد در مجاورت هوا ممکن است باعث تغییرات جزئی در شکل و ابعاد آن شود. برای مثال، ممکن است لبهها گرد شده یا گوشههای مربع به حالت ذوزنقهای در بیاید.
در نتیجه، فولاد نورد گرم گزینه مناسب برای استفاده در پروژههایی است که استحکام و دوام بالا اهمیت بسیاری دارد، اما دقت ابعادی و کیفیت سطح در اولویت قرار ندارد. به همین خاطر از این نوع فولاد به طور گسترده در پروژههای ساختمانی و خطوط راه آهن استفاده میشود. البته ناهمواری سطح ناشی از پوستهدار شدن میتواند با روشهایی چون سنگزنی، سندبلاست و اسیدشویی برطرف شود. پس از آن نیز میتوان سطح را برسکاری یا صیقلی کرده و سپس رنگآمیزی یا پوششدهی نمود.
فرایند نورد گرم چگونه انجام میشود؟
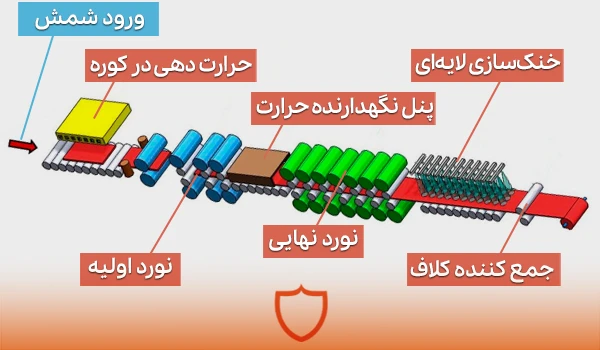
فرایند تولید مقاطع فولادی نورد گرم، فرایند پیچیده و حساسی است که هر مرحله آن، از آمادهسازی مواد اولیه گرفته تا نورد و خنک کاری، تاثیر مستقیمی بر کیفیت و قیمت محصول نهایی دارد. برای مثال، فرایند نورد گرم علاوه بر بهبود استحکام، بر قیمت تیرآهن نیز تاثیرگذار است. شناخت دقیق این مراحل برای افزایش بهرهوری تولید و بهینهسازی عملکرد محصول کاملا ضروری است. در ادامه مراحل گام به گام فرایند نورد گرم فولاد ارائه شده است:
حرارت دهی در کوره
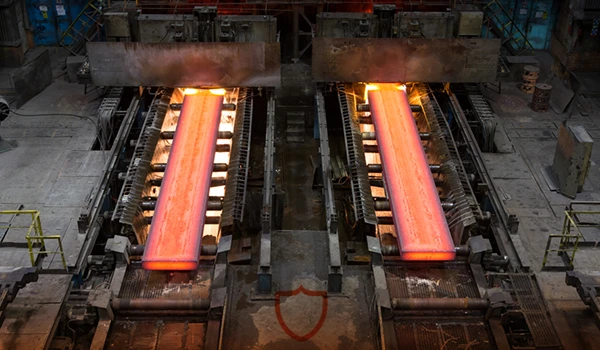
در آغاز فرایند نورد گرم، شمش، بیلت یا تختالهای فولادی در کوره تا دمای بیش از 1200 درجه سانتیگراد به طور یکنواخت گرم میشوند. فولاد در این دما نرم و شکلپذیر شده و ساختار داخلی آن یکنواختتر میشود.
دمایی که نورد در آن انجام میشود، نقش مهمی در تعیین میزان شکلپذیری فولاد دارد و به نوع فولاد و مشخصات محصول نهایی بستگی دارد. دمای معمول غلتکهای نورد گرم حدود 1000 درجه سانتیگراد است، اما در برخی موارد ممکن است تا 1300 درجه سانتیگراد نیز افزایش یابد. کنترل دقیق دما در این مرحله اهمیت بسیاری دارد، زیرا دمای بسیار بالا یا بسیار پایین میتواند کیفیت نهایی فولاد را تحت تاثیر قرار دهد.
پوستهزدایی
زمانی که فولاد تحت دمای بالا قرار میگیرد، با اکسیژن موجود در هوا واکنش میدهد و اکسید آهن تشکیل میشود. لایه اکسیدی به صورت پوسته ضخیمی روی سطح فولاد مینشیند و ظاهر خشن و ماتی به آن میدهد. این پوسته، شکننده و سخت است و اگر پیش از نورد حذف نشود، در سطح فولاد فشرده میشود و باعث ایجاد تَرَک، فرورفتگی و ناخالصی خواهد شد. علاوه بر این، پوستههای اکسیدی میتوانند به غلتکهای نورد آسیب رسانده و موجب سایش مکانیکی یا خستگی حرارتی تجهیزات شوند.
پوسته زدایی یک مرحله مهم در فرایند نورد گرم است که باعث افزایش کیفیت سطح، بهبود کارایی نورد و افزایش عمر مفید تجهیزات میشود. شستشو با آب پرفشار رایجترین روش پوستهزدایی است که پیش از ورود فولاد به قفسههای نورد انجام میگیرد. در این فرایند، آب با فشار بسیار بالا مستقیم به سطح داغ فولاد پاشیده میشود و با ایجاد شوک حرارتی و ضربه مکانیکی، پوستههای اکسیدی را از سطح جدا میکند.
نورد اولیه
در مرحله نورد اولیه (roughing mill)، فولاد داغی که از کوره بیرون آمده، وارد دستگاههایی به نام غلتکهای نورد میشود تا ضخامت و سطح مقطع آن کاهش یابد. غلتکها استوانههای بزرگی هستند که در سطوح مختلف و با ارتفاعهای گوناگون نصب شده اند. این استوانهها به کمک موتورهای الکتریکی قدرتمندی میچرخند تا از زوایا و جهات مختلف بر فولاد فشار وارد کرده و کاهش یکنواخت ضخامت در تمام سطح قطعه را تضمین کنند.
در این مرحله، فولاد از یک قطعه ضخیم و کوتاه به شکل مقطع کشیدهتر و یکنواختتری در میآید. علاوه بر این، عیوب سطحی آن کمتر شده و برای نورد دقیق در مراحل بعدی آمادهسازی میشود.
نورد نهایی
پس از نورد اولیه، فولاد نازک شده در مرحله نورد نهایی (Finishing mill) وارد مجموعه دیگری از غلتکها میشود تا کاهش ضخامت بیشتری پیدا کند و به شکل و ابعاد نهایی خود برسد. هدف اصلی این مرحله، دستیابی به محصولی است که علاوه بر ضخامت دقیقتر، سطح یکنواختتر و بینقصتری نیز داشته باشد.
در این مرحله، ضخامت نهایی فولاد بسته به نوع محصول، میتواند بین ½ تا 20 میلیمتر تنظیم شود. این دقت و یکنواختی در ضخامت، نتیجه عملکرد دقیق قفسههای نورد نهایی و استفاده از سیستم کنترل ضخامت خودکار (AGC) است. این سیستم با پایش و تنظیم همزمان فشار نورد، ضخامت قطعه فولادی را در طول فرایند به طور پیوسته یکنواخت نگه میدارد.
خنکسازی لایهای
پس از مرحله نورد نهایی، فولاد داغ وارد مرحله خنکسازی میشود. در این فرایند، آب با فشار کنترل شده و به صورت یکنواخت توسط چندین نازِل روی سطح فولاد پاشیده میشود. این روش که به آن خنک سازی لایهای گفته میشود، کمک میکند دمای فولاد به تدریج کاهش یابد، بدون آنکه شکل یا سختی آن به طور محسوسی تغییر کند یا ترکهای سطحی ایجاد شود.
کنترل دمای خنک کاری از طریق تنظیم جریان و توزیع یکنواخت آب اهمیت بسیاری دارد، زیرا سرعت سرد شدن بر خواص مکانیکی نهایی فولاد مانند استحکام و شکل پذیری تاثیر مستقیم دارد. در پایان این مرحله، محصول خنکشده یا به صورت کلاف پیچیده شده (در مورد انواع ورق) یا در شاخههای استاندارد برش خورده و بستهبندی میشود.
کنترل کیفی
فرایندهای کنترل کیفی از مرحله ورود مواد اولیه به خط تولید آغاز میشوند و تا پایان تولید و بستهبندی ادامه دارند. هدف از این فرایندها، شناسایی و حذف به موقع نواقص احتمالی مانند ترک، زَدِگی، فرورفتگی یا برآمدگیهای سطحی است تا محصولی با کیفیت بالا، ابعاد یکنواخت و خواص مکانیکی مطلوب تولید شود.
خطوط نورد گرم به سنسورهای پیشرفته فشار، دما، سرعت و نیرو مجهز هستند که اطلاعات را به صورت مستمر ثبت میکنند تا در صورت بروز انحراف از محدوده مجاز، بلافاصله اقدامات اصلاحی انجام شود. همچنین، بازرسیهای میدانی و فنی، با استفاده از روشهای غیرمخرب مانند تست فراصوت (اولتراسوند) برای تشخیص عیوب داخلی و تست ذرات مغناطیسی برای کشف ترکهای سطحی، به طور منظم انجام میگیرد. این روشها بدون آسیب رساندن به محصول، امکان شناسایی نواقص پنهان را فراهم میسازند و از انتقال آنها به مراحل بعدی جلوگیری میکنند.
این کنترلهای مستمر باعث میشود محصول نهایی از نظر ابعاد، سطح و خواص ساختاری و مکانیکی کیفیت مطلوبی داشته باشد و برای استفاده در صنایع حساس مانند خودروسازی، سازههای فلزی و خطوط انتقال انرژی مناسب باشد. این کنترل کیفی همچنین ضایعات را کاهش داده و پایداری تولید را تضمین میکند.
کنترل دما و سرعت غلتک در فرایند نورد گرم
کنترل دقیق دما و سرعت در فرایند نورد گرم، یکی از عوامل کلیدی در تضمین کیفیت محصول نهایی است. پارامترهای حرارتی و سرعت نورد تاثیر مستقیمی بر شکلپذیری فولاد، خواص مکانیکی، یکنواختی سطح و بازدهی فرایند دارند. کنترل همزمان این عوامل برای تولید محصولی که از نظر کیفیت، ابعاد و خواص مکانیکی مطابق استانداردها و نیاز بازار باشد، ضروری است.
فرایند نورد گرم نیازمند دمایی بالاتر از دمای تبلور مجدد فولاد است. با این حال، دمای دقیق غلتکها به نوع خط نورد، طراحی کارخانه و جنس فولاد بستگی دارد و باید بر اساس شرایط واقعی تولید تنظیم و کنترل شود. در اغلب موارد، دمای فلز در آغاز نورد بالای 1200 درجه سانتیگراد و در پایان حداقل 900 درجه سانتیگراد است.
اگر دما بیش از حد پایین باشد، خواص مکانیکی فولاد مانند استحکام و چقرمگی به طور چشمگیری کاهش یابد و محصول نهایی شکنندهتر و مستعد ترک خواهد بود. در مقابل، دمای بیش از حد بالا باعث نرمی بیش از اندازه فولاد شده و احتمال بروز عیوبی مانند پوسته اکسیدی ضخیم، زخمهای سطحی و فرورفتگیهای موضعی را افزایش میدهد. در نتیجه، کیفیت ظاهری، دقت ابعادی و پرداخت سطحی محصول کاهش پیدا میکند.
علاوه بر دما، سرعت عبور فولاد از میان غلتکهای نورد نیز بر بهرهوری تولید، دقت ابعادی و کیفیت سطحی محصول نهایی تاثیرگذار است. افزایش سرعت نورد باعث بالا رفتن نرخ تولید میشود، اما احتمال ایجاد عیوب سطحی مانند خراش، تاببرداشتگی و ناهمواری را افزایش میدهد. از سوی دیگر، کاهش سرعت نورد ممکن است کیفیت سطح را بهبود دهد، اما بهرهوری تولید را کاهش دهد.
محصولات تولید شده با فرایند نورد گرم
بیش از 80 درصد تولید فولاد از طریق نورد گرم انجام میشود. این محصولات میتوانند در صنایع مختلف به عنوان محصول نهایی یا به عنوان ماده اولیه برای تولید محصولات دیگر مورد استفاده قرار گیرند. نورد گرم برای تولید دو دسته اصلی از محصولات فولادی به کار میروند که عبارتند از:
محصولات تخت
این دسته از محصولات دارای سطح مقطع صاف و تخت هستند و معمولا به صورت ورق یا نوار تولید میشوند. ورقهای فولادی نورد گرم با ضخامتهای مختلف تولید میشوند. ورقهای نازک با ضخامت ½ تا 4 میلیمتر در کاربردهایی مانند پنلهای بدنه خودرو، لوازم خانگی و سایر مواردی که به سطح مسطح و نازک نیاز دارند، مورد استفاده قرار میگیرند. ورقهای سنگین با ضخامت 4 تا 350 میلیمتر ابعاد بزرگتری دارند و در ساخت تجهیزات ساختمانی و ماشینآلات صنعتی سنگین به کار میروند. همچنین، از نورد گرم برای تولید ورقهای کلافی تا ضخامت 25 میلیمتر نیز استفاده میشود. در این روش، ورق به صورت پیوسته تولید و به شکل کلاف پیچیده میشود و عمدتا در تولید لولهها کاربرد دارد.
مقاطع طویل
مقاطعی مانند میلگرد، نبشی، تیرآهن هاش، ناودانی، تسمه، مفتول و پروفیلهای خاصی که در راه آهن و ساختمانسازی استفاده میشوند، با فرایند نورد گرم تولید میشوند. این محصولات معمولا طویل و صاف و دارای سطح مقطع دایرهای یا مستطیلی هستند. از نظر اقتصادی تولید مقاطع فولادی به روش نورد گرم مقرونبهصرفهتر از نورد سرد است. برای مثال، قیمت میلگرد نورد گرم به دلیل هزینه تولید پایینتر، از میلگرد نورد سرد مناسبتر است.
کاربرد فولاد نورد گرم
محصولاتی که با فرایند نورد گرم تولید میشوند، معمولا برای کاربردهایی مناسب هستند که نیاز به استحکام و دوام بالاست، اما دقت ابعادی اهمیت چندانی ندارد. از جمله این کاربردها میتوان به موارد زیر اشاره کرد:
ساختمانسازی: فولاد نورد گرم به دلیل استحکام و دوام بالا در در ساختمانهای مسکونی، پلها و پروژههای زیرساختی کاربرد دارد. این فولاد برای تولید مقاطعی مانند تیر، کانال، استاد و تراک در اسکلت سقفها، دیوارها و کفها کاربرد دارد. همچنین، ورقهای نورد گرم برای ساخت دیوارهای حائل و حفاظتی در پروژههای عمرانی استفاده میشوند. این ورقها به داخل زمین کوبیده میشوند تا مانع سازهای ایجاد کرده و از فرسایش خاک جلوگیری کنند.
صنایع خودروسازی: فولاد نورد گرم در بخشهای مختلف خودرو مورد استفاده قرار میگیرد. برای مثال، ورقهای نورد گرم برای تولید پنلهایی مانند دربها، کاپوت و گلگیرها بهکار میروند که به دلیل چقرمگی و مقاومت در برابر ضربه، به افزایش ایمنی و دوام خودرو کمک میکنند. همچنین، ورقهای نورد گرم به دلیل استحکام بالا و قیمت مناسب، در تولید شاسی، ریلهای فریم و قطعات سیستم تعلیق استفاده میشوند.
تجهیزات صنعتی و ماشین آلات: فولاد نورد گرم در اجزای ماشینآلات سنگین، تسمههای نقاله، تجهیزات کشاورزی و دستگاههای صنعتی کاربرد دارد. همچنین به دلیل شکلپذیری بالا، برای تولید لولهها، مقاطع استوانهای، مخازن تحت فشار و تانکها در نیروگاهها و تاسیسات انرژی تجدیدپذیر مورد استفاده قرار میگیرد. این نوع فولاد در تولید قفسهها، طبقات، کانتینرها، فریمها و تیرهای ساختاری در سیستمهای انبارداری و حمل مواد نیز به کار میرود.
مزایا و معایب نورد گرم
مزایای نورد گرم باعث شده این روش به یکی از اصلیترین فرایندهای شکلدهی فولاد در صنعت تبدیل شود. در ادامه، مهمترین مزایای فنی و اقتصادی نورد گرم ارائه شده است:
تولید مقرون به صرفه: یکی از مزایای اصلی فولاد نورد گرم، نسبت به نورد سرد، مراحل کمتر، مصرف انرژی پایینتر و هزینه تولید اقتصادیتر آن است. این مزیت نورد گرم را برای تولید در مقیاس وسیع مناسب میسازد و باعث میشود قیمت آهن در حالت نورد گرم نسبت به نورد سرد بهصرفهتر باشد.
بهبود خواص مکانیکی فولاد: نورد گرم میتواند ساختار دانهای فولاد را اصلاح کرده و ناخالصیها را کاهش دهد. این فرایند موجب افزایش چقرمگی، مقاومت در برابر ضربه، شکلپذیری و سایر خواص مکانیکی میشود که عملکرد بهتر فولاد را در شرایط عملیاتی تضمین میکند.
بهبود پایداری ساختاری: به دلیل سرد شدن آهسته در دمای محیط، تنشهای داخلی مانند آنچه در عملیات حرارتی شدید ایجاد میشود، در فولاد نورد گرم به وجود نمیآید. در نتیجه محصول نهایی یکنواخت، پایدار و بادوامتر است.
سهولت در کار با فولاد: نورد در دمای بالا موجب نرمتر و شکلپذیرتر شدن فولاد میشود و فرآیندهای برش، خمکاری، شکلدهی و جوشکاری را آسانتر میکند.
مناسب برای کاربردهای سازهای: فولاد نورد گرم به دلیل استحکام بالا برای تولید تیرهای I ،H و سایر اعضای پشتیبانی در پلها و ساختمانها استفاده میشود.
نرخ تولید بالا: در دمای بالا، مقاومت فلز در برابر تغییر شکل کاهش مییابد و این باعث میشود فشار کمتری به تجهیزات وارد شده و سرعت تولید افزایش یابد. در نتیجه، فرایند نورد گرم برای تولید انبوه در صنعت بسیار کارآمد است.
با این حال، فرایند نورد گرم با محدودیتهایی نیز همراه است که برخی از مهمترین آنها عبارتند از:
هزینه بالای تجهیزات: این فرایند نیازمند تجهیزات گرانقیمت، مصرف انرژی بالا و نیروی انسانی متخصص است. بنابراین، راهاندازی و بهرهبرداری از خطوط تولید آن نیاز به سرمایهگذاری قابل توجهی دارد.
لزوم کنترل دقیق دما: حفظ کیفیت محصول مستلزم کنترل دقیق دمای نورد است. دمای پایین باعث کاهش شکلپذیری و شکست فلز و دمای بیش از حد باعث آسیب به ساختار دانهای و افت خواص مکانیکی میشود.
کیفیت سطح پایینتر: دمای بالای فرایند باعث اکسید شدن سطح فولاد و تشکیل پوستههای اکسیدی میشود که ظاهر آن را زبر و ناهموار میکند. به همین دلیل، فولاد نورد گرم معمولا نیازمند عملیات تکمیلی مانند سنبادهزنی، اسیدشویی یا سندبلاست برای بهبود کیفیت سطح است.
فرایند تولید فولاد تاثیر قابل توجهی بر خواص مکانیکی، کیفیت سطح و عملکرد نهایی آن دارد. در این میان، نورد گرم به عنوان یکی از پرکاربردترین روشهای شکلدهی فولاد، به دلیل هزینه پایینتر، قابلیت تولید انبوه و بهبود خواص مکانیکی، انتخاب مناسبی برای بسیاری از کاربردهای عمرانی و صنعتی است.
با این حال، انتخاب نوع مقطع فولادی مناسب باید بر اساس نیازهای فنی پروژه، شرایط اجرا و بودجه صورت گیرد. در چنین شرایطی، بهرهگیری از مشاوره تخصصی میتواند به انتخاب بهینه و کاهش هزینههای اجرایی کمک کند. فولادسل با ارائه خدمات کارشناسی دقیق و تامین انواع ورق، میلگرد، تیرآهن، نبشی، لوله، ناودانی و مفتولهای فولادی استاندارد، پشتیبان مطمئن پروژههای عمرانی و صنعتی شما خواهد بود.
ما از کوکیها برای بهبود تجربه کاربری و تحلیل عملکرد سایت استفاده میکنیم. با
کلیک روی "قبول" شما با استفاده از کوکیها موافقت میکنید.از کوکی برای تحلیل عملکرد سایت استفاده میکنیم